
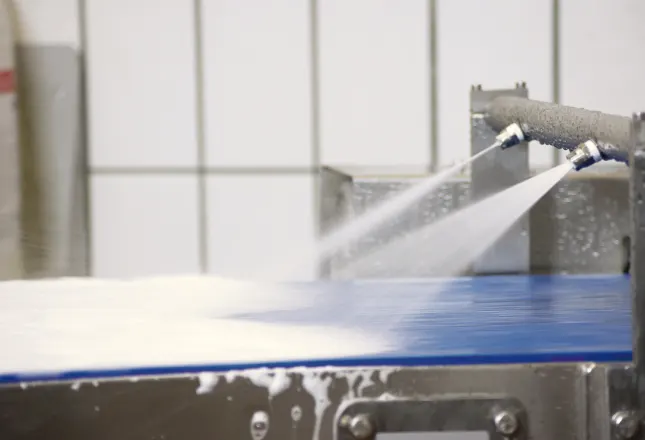
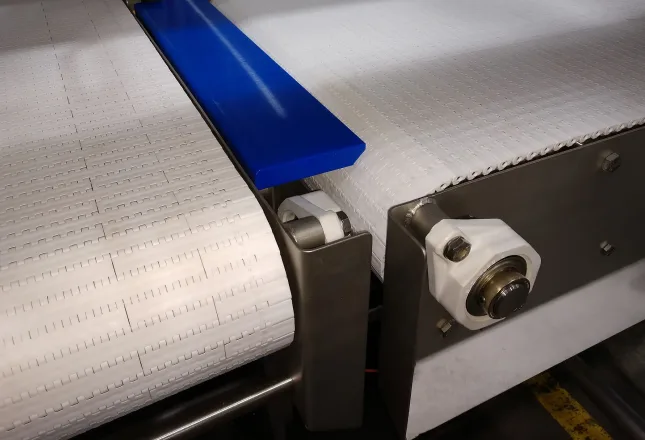
Application 1: Washdown Zone Conveyor Rollers
Application 2: Ovens & Freezing Tunnels

Application 3: High-Speed Packaging & Sorting Lines






{kind=link}
{kind=link}
{kind=link}