




































Bearing Crossover Charts Explained: How to Identify OEM Replacement Bearings Accurately
A technical guide on correctly using bearing crossover charts to identify OEM replacement bearings, highlighting key risks and verification steps for industrial maintenance.

Mast Guide Bearings: A Complete Guide for Forklift Performance, Durability, and Bulk Procurement
This guide explores how high-performance Mast Guide Bearings improve forklift safety and longevity, offering essential tips for maintenance and cost-effective bulk procurement.

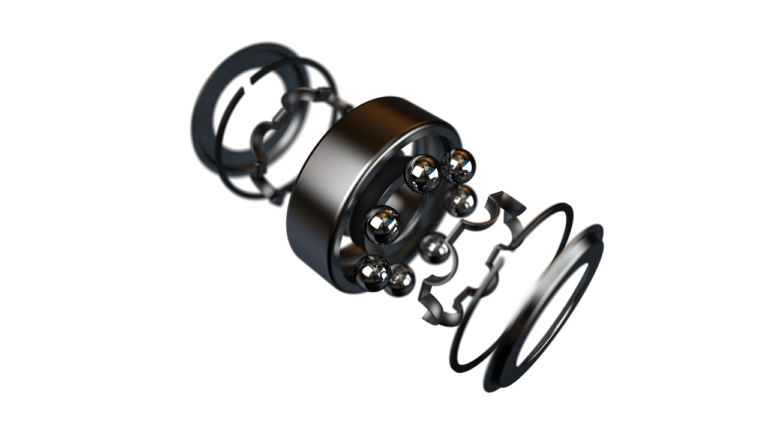
Self-Aligning Ball Bearing: Complete Guide for Industrial Applications
This guide explores the self-aligning ball bearing, detailing its ability to handle shaft misalignment in industrial machinery. It covers working principles, material quality, maintenance tips, and advice on selecting the right China supplier for long-term performance.

When to Replace a Bearing: Early Warning Signs and Maintenance Tips
This guide outlines the critical warning signs of bearing failure, such as noise, vibration, and heat. It explains the root causes of damage and provides actionable maintenance tips to help you determine exactly when to replace a bearing to ensure operational efficiency.